








Portal İşleme Merkezi
Takım Tezgahı Özellikleri
1. Yatak – Çalışma Masası
Yatak, çalışma masası, sütun, kiriş, eyer ve fener mili dahil olmak üzere ana bileşenler, yüksek-mukavemetli dökme demir ve reçineli kum döküm teknolojisi kullanılarak üretilir. Bu bileşenler, sağlamlığı ve gücü artırmak için rasyonel olarak düzenlenmiş kaburgalara sahip 3D CAD yazılımı aracılığıyla optimize edilmiştir. Makine, sabit-yataklı bir portal çerçevesini benimser. Sütun ve kiriş entegre bir yapı oluştururken çalışma masası yatağın üzerindeki X-ekseni boyunca hareket eder. Sütunlar yatağın her iki ucuna sabitlenir ve iş mili başlığı, sütunlar arasına monte edilen çapraz kiriş üzerinde Z-ekseni boyunca dikey olarak hareket eder.
Yatak Kılavuzları: İthal edilmiş ağır hizmet tipi lineer makaralı kılavuzları{0}kullanarak mükemmel doğruluğu koruma, çalışma masasında yüksek hassasiyet ve hassasiyet ve üstün servo sürücü performansı sağlayın. Yüksek yük kapasitesi ve kesme sırasında mükemmel titreşim sönümleme özelliği sunarlar; bu da genel makine performansını artırır, hassasiyeti ve uzun vadeli stabiliteyi- artırır ve makinenin hizmet ömrünü uzatır.
X-Ekseni Tahrik: Planet redüktör (3 metrenin üzerindeki X-ekseni modelleri için) aracılığıyla bağlanan bir servo motor, ön-gerilmiş bir bilyalı vidayı tahrik eder. Bu mekanizma çalışma tablasını yatak üzerinde ileri geri hareket ettirerek X-ekseni ilerleme hareketi sağlar. Vidanın ön-gerilmesi, vida düzeneğinin sertliğini artırır.
2. Kiriş
Çapraz kiriş kılavuzları, mükemmel mekanik özellikler sağlayan dikey olarak çapraz bir düzen kullanır. Bu tasarım, kesme doğruluğunu ve sertliğini önemli ölçüde artırır, kirişin yeterli bükülme ve burulma sertliğini sağlayarak makinenin ağır-güç kesme işlemlerinin üstesinden gelebilmesini sağlar.
Çapraz Kiriş Kılavuzları: Mükemmel doğruluğu korumalarıyla bilinen ithal-ağır hizmet tipi doğrusal makaralı kılavuzları kullanın. Yüksek-güçlü kesmeye uygundurlar ve kararlı çalışma sağlarlar.
Y-Ekseni Tahrik: Bir servo motor, seleyi çapraz kiriş boyunca sola ve sağa hareket ettirerek Y-ekseni besleme hareketi sağlayan bir bilyeli vidayı çalıştırır.
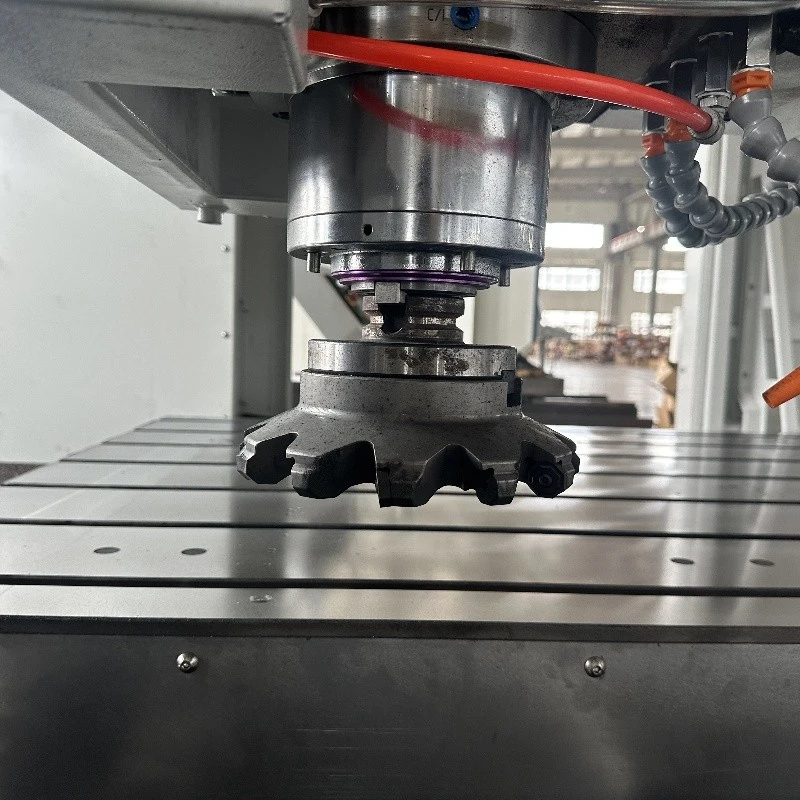
3. Mil Mesnetli
Mil başlığı, doğrusal kılavuzlara sahip bir koç yapısını benimser. Z-ekseni, mükemmel titreşim emilimi sağlayan ve çalışma sırasında dengeli kesme sağlayan dört kılavuzdan yararlanır.
Z-Ekseni Tahrik: Bir servo motor, iş mili mesnetini eyer üzerinde yukarı ve aşağı hareket ettirerek Z-ekseni besleme hareketi sağlayan bir bilyeli vidayı çalıştırır. Z-ekseni servo motoru, güç kaybı durumunda devreye giren ve hareketi önlemek için motor şaftını kilitleyen bir otomatik fren ile donatılmıştır.
Mil Düzeneği: Yüksek hassasiyet ve performans sağlayan, Tayvan'daki uzman bir fabrika tarafından üretilmiştir. Takım bağlama, takım tutucunun çekme saplamasına dört-parmak pençesi mekanizması aracılığıyla gerilim uygulayan iş mili üzerindeki disk yaylar yoluyla sağlanır ve takım, iş mili konikliği içinde sıkı bir şekilde sabitlenir. Makinede iş mili yönlendirme işlevi bulunur.
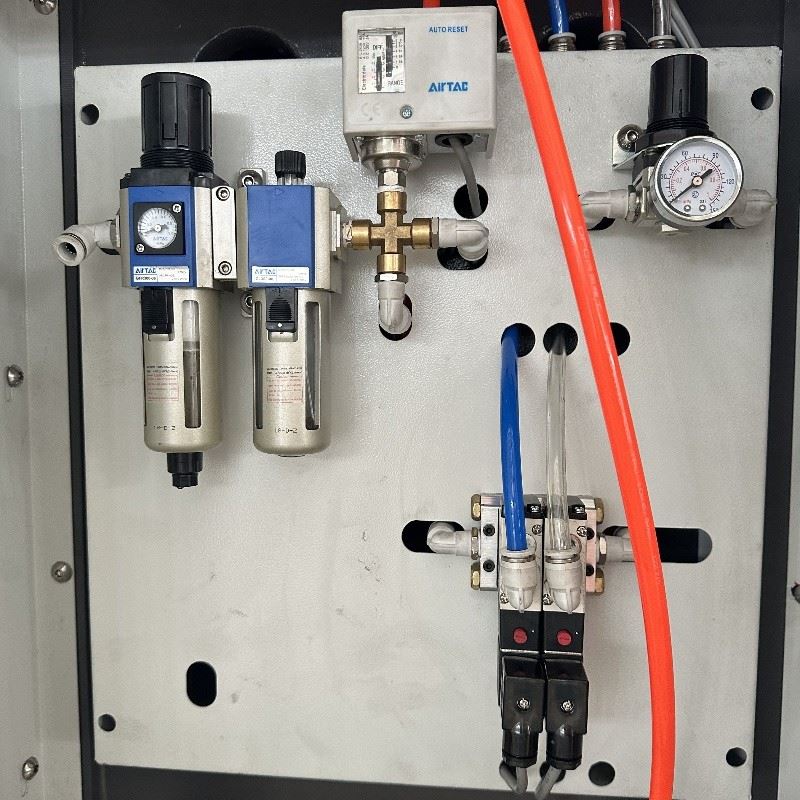
4. Pnömatik Sistem
Esas olarak takım bağlama/sıkma açma, iş milini hava yoluyla-ortalama ve iş mili burun contası hava üfleme için kullanılır.
5. Makine Koruması
X-ekseni yatak kılavuzları paslanmaz çelik teleskopik kapaklarla korunmaktadır.
Y-ekseni çapraz kiriş kılavuzları körük-tipi kapaklarla korunur.
Makinenin tamamı talaşları ve soğutucu sıvı sıçramasını engelleyecek şekilde tamamen kapalı olup, operatör için güvenli ve rahat bir çalışma ortamı sağlar.
6. Yağlama Sistemi
Her üç eksen için de rulmanlar gresle yağlanır.
Tüm bilyalı vida düzenekleri otomatik olarak yağla yağlanır.
Her üç eksen için de kılavuz raylar otomatik yağlama noktalarına sahiptir. Yağlayıcı, CNC sistemi tarafından otomatik olarak kontrol edilen yağlama döngüsü ile kılavuz yolu çiftlerine dağıtılır.
7. Dengeleme Sistemi
İş mili mesnetinin istikrarlı hareketini sağlamak için nitrojen-aşırı-yağ dengeleme silindirini kullanır. Takım sıkma işlemi için bir hidrolik silindir kullanılırken, disk yaylar otomatik takım sıkma cihazı için sıkma kuvveti sağlar.
8. Soğutma Sistemi
İş mili şahmerdanının burnunda harici takım soğutma sıvısı özelliği bulunmaktadır. Soğutma sıvısı, emülsiyon veya hafif mineral yağ gibi-genellikle aşındırıcı değildir.
9. Talaş Temizleme Sistemi
Çalışma masasında oluşan talaşlar, yatağın her iki yanındaki vidalı konveyörler aracılığıyla öne-monte edilmiş zincirli-tipi bir konveyöre aktarılır.
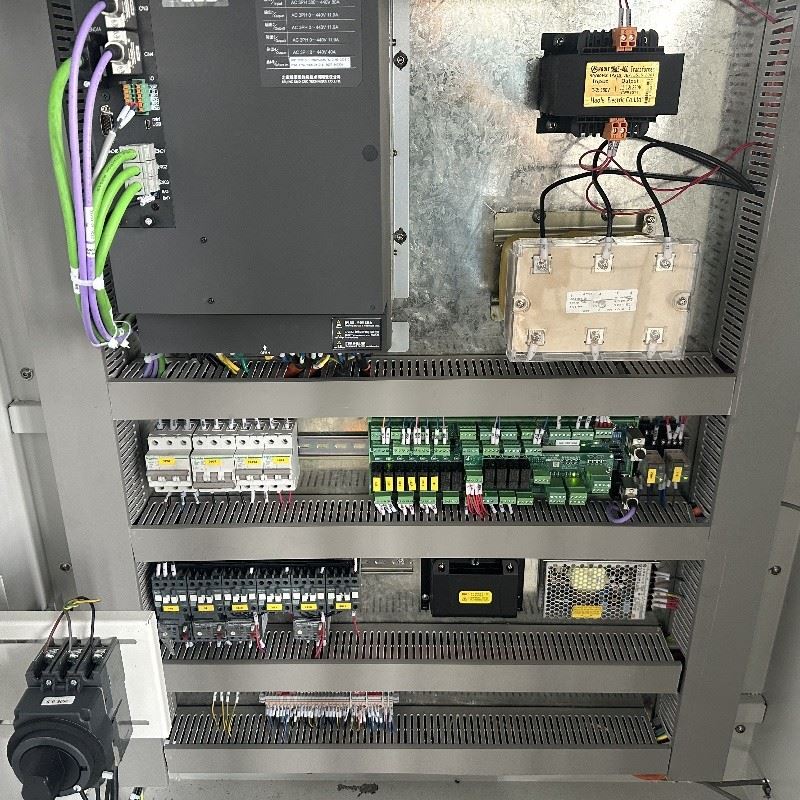
10. Elektrik Kabini Eşanjörü
Yalıtılmış ısı eşanjörü, kabinin içi ve dışı arasındaki hava değişimini önleyerek nemi, yağ buharını ve tozu etkili bir şekilde engeller. Kompakt ve hafiftir ve basit bakım gerektirir.
Elektrik Kabini Kliması (Opsiyonel): Dış ortam şartlarına göre özel kabin soğutucusu (klima) montajı yapılabilmektedir. Elektronik sıcaklık kontrolü (±1 derece), kabin içi sıcaklığı sabit tutan, ısıyı kontrol eden ve elektronik bileşenlerin ömrünü uzatmak için nem alma özelliğine sahiptir.
11. Takım Magazin Yapısı (Standart)
Makine, kısa takım değiştirme süreleri sunan güvenilir bir Tayvan-yapımı 24-takım kolu tipi (disk kam tipi) takım değiştirici ile donatılmıştır.
Zincir-Türü Alet Magazini (İsteğe Bağlı): 40-alet kapasitesi sunar. Hız ve stabilite için motorlu{-kam tahrikli bir mekanizmaya sahip, çift-kollu bir otomatik takım değiştiriciye sahiptir. Yüksek stabilite için bir motor ve silindirik kam konumlandırma mekanizması tarafından çalıştırılan büyük kapasiteli bir alet çantası deposu içerir.
12. Mil Yağı Soğutucusu (Opsiyonel)
İsteğe bağlı sabit-sıcaklık kontrollü yağ soğutucu, iş milinin termal büyümesinin işleme doğruluğunu etkilemesini önler. İşleme hassasiyetini ve verimliliğini artırır, iş mili merkezi kaymasını veya termal deformasyonu önler, makine ömrünü uzatır, yağ basıncını dengeler, yağın takırdamasını önler ve düşük sesle çalışır.
13. Makine Kalite Kontrolü
Kalite kontrolü, standartlaştırılmış üretim süreçleri ve detaylara gösterilen profesyonel dikkat yoluyla gerçekleştirilir. Döküm işlemeden son montaja kadar her adım katı, profesyonel standartlara uygundur. Her montaj prosedürü, her elle kazıma işlemi ve hatta her vidanın sıkılması profesyonel üretim yeteneğini yansıtır. Her makinenin önde gelen pazar standartlarını karşılamasını sağlayan bir ürün kalite yönetim sistemi ve sorun sorumluluk sistemi mevcuttur.
Özellikler:
|
Kategori |
Öğe |
Şartname |
|
Çalışma masası |
Masa Boyutu |
2200 mm x 1300 mm |
|
Maksimum Tabla Yükü |
3 Ton (3.000 kg) |
|
|
Çalışma Aralığı |
X-Ekseni Hareketi |
2000 mm |
|
Y-Ekseni Hareketi |
1600mm |
|
|
Z-Ekseni Hareketi |
700 mm |
|
|
Portal Genişliği |
1650mm |
|
|
Mil |
Hız Aralığı |
8000 rpm |
|
Maksimum İş Mili Motor Gücü |
15 kW |
|
|
Mil Ucundan Tablaya Min./Maks. Mesafe |
65 - 765 mm |
|
|
Mil Koniği |
BT40 / Cat 40 (150mm çekme saplamalı) |
|
|
Servo Sistem |
3 Eksen Motor Torku |
35 / 18 / 18 Nm |
|
Besleme Sistemi |
Hızlı Travers |
X-Ekseni: 18 m/dak |
|
Y-Ekseni: 18 m/dak |
||
|
Z-Ekseni: 18 m/dak |
||
|
Maksimum Kesme İlerleme Hızı |
10000 mm/dak |
|
|
Kesinlik |
Konumlandırma Doğruluğu |
X-Ekseni: ±0,005/300mm |
|
Y-Ekseni: ±0,005/300mm |
||
|
Z-Ekseni: ±0,005/300mm |
||
|
Tekrarlanabilirlik |
X-Ekseni: ±0,005mm |
|
|
Y-Ekseni: ±0,005mm |
||
|
Z-Ekseni: ±0,005 mm |
||
|
Takımlama |
Maks. Takım Çapı (Bitişik/Bitişik Takım Yok) |
Ø150 mm / Ø250 mm |
|
Maks. Takım Uzunluğu |
350mm |
|
|
Maks. Takım Ağırlığı |
20 kg |
|
|
Takım{0}}-Araç-Araç Değiştirme Süresi |
3,5 saniye |
|
|
Yardımcı programlar |
Hava Basıncı Gereksinimi |
5 - 7 kgf/cm² (yaklaşık. 0.49 - 0.69 MPa) |
|
Genel Boyutlar |
Makine Boyutları (U x G x Y) |
5850 mm x 3570 mm x 3400 mm |
Ana Bileşenler Listesi:
|
HAYIR. |
Standart Yapılandırma |
Şartname / Ad |
Menşei / Marka |
|
1 |
Kontrol Sistemi |
SYNTEC 22MA-4 (Hepsi-Bir Arada) |
Tayvan / SYNTEC |
|
2 |
Mekanik Mil |
Kayışla-tahrikli, BT40-Ø150 |
Tayvan / Okada |
|
3 |
X-Eksenli Vidalı Mil |
R50-12 |
Tayvan / HIWIN |
|
4 |
Y-Ekseni Vidalı Bilyalı |
R50-12 |
Tayvan / HIWIN |
|
5 |
Z-Eksenli Vidalı Mil |
R50-12 |
Tayvan / HIWIN |
|
6 |
X-Ekseni Doğrusal Kılavuz Yolu |
45 mm Ağır-Görev Makarası Kılavuzu, 8 Blok |
Tayvan / HIWIN |
|
7 |
Y-Ekseni Doğrusal Kılavuz Yolu |
45 mm Ağır-Görev Makarası Kılavuzu, 4 Blok |
Tayvan / HIWIN |
|
8 |
Z-Eksenli Doğrusal Kılavuz |
Tursit-B Kaplamalı Ağır-Hizmetlere Uygun Sert Kılavuz Ray |
Takım Tezgahı Eşleşti |
|
9 |
Üç-Eksenli Vidalı Rulmanlar |
X: 4072; Y/Z: 3062 |
Japonya / NSK veya NACHI |
|
10 |
Vida Ön Germe Somunu- |
YSR |
Tayvan / Yinsh |
|
11 |
Z-Ekseni Dengeleme Sistemi |
Dengeleme Sistemi |
Wuxi / Huajin |
|
12 |
Merkezi Otomatik Yağlama Sistemi |
Hacimsel Tip |
Hegu |
|
13 |
Pnömatik Sistem |
- |
Tayvan / AirTAC |
|
14 |
Aydınlatma Sistemi |
Çalışma Lambası |
Guangdong |
|
15 |
Takım Sıkma Silindiri |
Takviye Türü |
Tayvan / AirTAC |
|
16 |
Elektrik Kabini Eşanjörü |
Dolaşım Tipi |
Tayvan-fonlu |
|
17 |
İç Koruma (Teleskopik Kapak) |
Çelik Kask Teleskopik Tip |
Zhongxin Ağır Sanayi |
|
18 |
Tam Muhafaza |
Tam Muhafaza (Fabrika Rengi) |
Zhongxin Ağır Sanayi |
|
19 |
Talaş Kaldırma Sistemi |
İki-Bir Vidalı-Zincirli Konveyör |
Zhongxin Ağır Sanayi |
|
20 |
Yağ Soğutucu* |
- |
Tayvan-fonlu (İsteğe bağlı) |
|
21 |
Disk{0}}Türü Takım Magazini |
24-Alet, Kol Tipi |
Tayvan / Okada veya Shoulun |
|
Not:Parça sıkıntısı olması durumunda aynı özellikte, aynı veya daha yüksek kalitede ve eşdeğer markadaki yedek parça ile değiştirilecektir. * isteğe bağlı öğeyi belirtir. |
|||
Standart İşleme Fonksiyonlarına Giriş:
|
HAYIR. |
İşlev (İngilizce) |
Tanım |
|
1 |
Kontrol Yolu Sayısı |
1 |
|
2 |
Maksimum Toplam Kontrollü Eksen Sayısı (Servo + İş Mili) |
6 |
|
Maksimum Kontrollü Servo Eksenleri |
5 |
|
|
Maksimum Kontrollü Mil Sayısı |
1 |
|
|
3 |
Eşzamanlı Kontrol Edilen Eksenler |
4 |
|
4 |
Ekran Ünitesi |
10,4" Renkli LED |
|
5 |
Servo HRV Kontrolü |
Yüksek-hızlı, yüksek-hassas servo kontrolü |
|
6 |
Program Kapasitesi |
512K (1280m) |
|
7 |
G/Ç Bağlantısı i |
1024 / 1024 |
|
8 |
Otomatik Veri Yedekleme |
Takım tezgahı verilerinin yedeklenmesi |
|
9 |
Hafıza Kartını Düzenle/Çalıştır |
DNC / Çevrimiçi İşleme |
|
10 |
Program Klasörü Yönetimi |
Makro programları ve işleme programlarını kullanma fonksiyonları |
|
11 |
FSSB Yüksek-Hızlı Hassas Kılavuz Çekme |
Hassas kılavuz çekme süresini ve hatayı azaltır |
|
12 |
Akıllı Boşluk Telafisi |
Boşluk telafisi |
|
13 |
PMC Eksen Kontrolü |
Takım magazini servo-tahrikli türde olduğunda kullanılır |
|
14 |
Gömülü Ethernet Üzerinden Veri İletimi |
Ethernet üzerinden veri aktarım fonksiyonu |
|
15 |
USB'den CF Karta Program Aktarımı |
Veri iletim fonksiyonu |
|
16 |
Servo Kılavuz Montaj İlişkisi |
Servo optimizasyonu |
|
17 |
İş Mili Akıllı Yük Ölçer |
İş mili akımını ve diğer durumları izler |
|
18 |
Yapay Zeka Kontur Kontrolü |
İleriye bakarak optimum hız ve ivme kontrolü- |
|
19 |
Sorunsuz Tolerans Kontrolü |
Komut verilen tolerans yoluyla uygun işleme hızını belirler |
|
20 |
Akıllı Örtüşme |
Parça işleme çevrim süresini azaltır |
|
21 |
İş Mili HRV Kontrolü |
Yüksek-hızlı, yüksek-hassas servo kontrolü |
|
22 |
İnç/Metrik Dönüşümü |
Takım tezgahı birimlerinin dönüştürülmesi |
|
23 |
HRV2 Kontrolü |
Yüksek-hızlı, yüksek-hassas servo kontrolü |
|
24 |
HRV3 Kontrolü |
Yüksek-hızlı, yüksek-hassas servo kontrolü |
|
25 |
SYNTEC 22MA-4 Hepsi-Bir Arada |
Kısa sürede yüksek-hızlı, yüksek-hassas işleme için servo ayarı |
|
26 |
Esnek Besleme Dişlisi |
Keyfi DMR |
|
27 |
En Az Komut Artışı (0,0001 mm, 0,0001 derece, 0,00001 inç) |
Asgari sistem birimi |
|
28 |
Ayna Görüntüsü |
Her eksen için |
|
29 |
Sert Kılavuz Çekme Geri Çekme |
Sert kılavuz çekme geri çekme |
|
30 |
Tampon Kaydı |
Sistem veri arabelleği |
|
31 |
Konumlandırma (İş Mili Yönü) |
Kılavuz çekme, takım değiştirme için iş mili konumlandırma fonksiyonu |
|
32 |
Doğrusal İnterpolasyon |
Doğrusal işleme fonksiyonu |
|
33 |
Dairesel İnterpolasyon |
Dairesel işleme fonksiyonu |
|
34 |
Helisel İnterpolasyon |
Helisel işleme fonksiyonu |
|
35 |
Diş Kesme, Senkron Besleme |
Diş kesme, senkron ilerleme |
|
36 |
Döner Eksen Devri |
Döner eksen döndürme |
|
37 |
Herhangi Bir Açıda Pah Kırma/Köşe R |
Herhangi bir açıda Pah Kırma/Köşe R |
|
38 |
Delme için Korunmuş Çevrimler |
Delme için hazır çevrimler |
|
39 |
Köpeksiz Referans Noktası Ayarı |
Köpeksiz referans noktası ayarı |
|
40 |
Otomatik Köşeyi Geçersiz Kılma |
Köşelerde ilerlemeyi geçersiz kılmanın otomatik kontrolü |
|
41 |
Ölçeklendirme |
Ölçeklendirme |
|
42 |
Düzlem Seçimi |
G17, G18, G19 |
|
43 |
Programlanabilir Ayna Görüntüsü |
Her eksen için programlanabilir ayna görüntüsü |
|
44 |
Tek Blok |
Tek bloklarda program yürütme |
|
45 |
Programın Yeniden Başlatılması |
Geçici program kesintisinden sonra yeniden başlatma |
|
46 |
Takım Çapı / Uç Yarıçapı Telafisi |
Takım parametre telafisi |
|
47 |
Takım Ömrü Yönetimi |
Takım ömrü yönetimi |
|
48 |
Uzatılmış Takım Ömrü Yönetimi |
Uzatılmış takım ömrü yönetimi |
|
49 |
Boşluk Telafisi |
Makine ekseni boşluk telafisi fonksiyonu |
|
50 |
Pozisyon Takibi |
Pozisyon takibi |
|
51 |
Anormal Yük Tespiti |
Her eksen için anormal yük tespiti |
|
52 |
Pozisyon Anahtarı |
Program koruma fonksiyonu |
|
53 |
Arka Plan Düzenleme |
Düzenleme modunda program düzenleme mümkündür |
|
54 |
Çok-Dilde Görüntüleme İşlevi |
10 sistem işletim arayüzü dili |
|
55 |
Kendi-Teşhis İşlevi |
Takım tezgahı durumunu izler |
|
56 |
Yardım İşlevi |
Sistem alarmlarını görüntüleyin |
|
57 |
Nano İnterpolasyon |
Nano enterpolasyon |
|
58 |
İş Koordinat Sistemi |
G52 ~ G59 |
|
59 |
Mutlak/Artımlı Komut |
Aynı blok içerisinde karıştırılabilir |
|
60 |
Arıza Teşhisi |
Mevcut takım tezgahı arıza koşullarını kontrol eder |
|
61 |
Ekran Temizleme |
Manuel veya otomatik ekran temizleme |
|
62 |
Güç Tüketimi İzleme |
Takım tezgahı güç tüketimini izler |
Takım Tezgahı Çalışma Ortamı Koşulları:
Üç-Fazlı AC Güç Kaynağı: 380V ±%10 ~ %15; 50Hz ±1Hz. Ana güç kablosu: 8mm² veya daha büyük. Topraklama kablosu: 8mm² veya daha büyük.
Ortam Sıcaklığı: 8 ~ 40 derece.
Bağıl Nem: %80'e eşit veya daha az.
Güçlü ışık kaynaklarından, titreşim kaynaklarından ve ısı kaynaklarından uzak tutun. Makinenin NC sisteminde arızalara neden olabilecek elektrik parazitini önlemek için yüksek-frekanslı jeneratörlerden, deşarj ekipmanından, kaynak makinelerinden vb. uzak tutun.
Önerilen Yağlar ve Gresler Tablosu:
|
Yağlama Parçası |
Miktar |
Önerilen Yağlayıcı |
|
Notlar |
|
|
Ortam Sıcaklığı. 10~40 derece |
Ortam Sıcaklığı. 5~10 derece |
||||
|
Bilyalı Vidalar |
Yağlama |
2-4 Litre |
Yol Yağı #68 |
Yol Yağı #32 |
1. Her gün çalıştırmadan önce veya bir alarm göründüğünde kontrol edin ve yeniden doldurun. |
|
Gres Yağlama |
0,7-0,8 Litre |
Lityum Gres #000 |
2. Düşük sıcaklıklar için yağ kalitesini değiştirin. |
||
|
3. Gres kartuşlarının markası, yağlayıcı üreticisiyle aynı olmalıdır. |
|||||
|
Mil ve Vida Soğutma Ünitesi |
Su Soğutucu |
15-35 Litre |
BASF G48 Antifriz (Başka bir ortama izin verilmez) |
- |
1. Antifrizi/yağı her gün çalıştırmadan önce veya bir alarm belirdiğinde kontrol edin ve yeniden doldurun. |
|
Yağ Soğutucu |
20-40 Litre |
Çin Seddi. 10 Mil Yağı Yok |
Çin Seddi. 5 Mil Yağı Yok |
2. Düşük sıcaklıklar için yağ kalitesini değiştirin. |
|
|
Hidrolik İstasyon |
25 Litre |
Hidrolik Yağı HM #32 |
Hidrolik Yağı HM #20 |
1. Çalıştırmadan önce her gün kontrol edin; yağı her yıl değiştirin. |
|
|
Yükseltici Silindir |
0,1-0,2 Litre |
Hidrolik Yağı #32 |
Hidrolik Yağı #20 |
1. Çalıştırmadan önce her gün kontrol edin; yağ kabının yalnızca 1/3'ü dolduğunda yeniden doldurun. |
|
|
Kesme Sıvısı |
100-350 Litre |
İş parçası malzemesi ve işleme koşullarına (miktar, gerçek tank kapasitesine göre) göre uygun kesme sıvısını seçin. |
- |
Ortam sıcaklığı ayarlandığında başlatmadan önce tankta buz olup olmadığını kontrol edin. 5 derecenin altındadır. |
|
|
4. Eksen |
0,8~1 Litre |
Dişli Yağı #150 |
Dişli Yağı #100 |
1. Çalıştırmadan önce her gün kontrol edin; yağı her 6 ayda bir değiştirin. |
|
|
Takım Değiştirici Kol Sistemi |
7 Litre |
Dişli Yağı #100 |
15W-40 Antifrizli Dizel Motor Yağı |
1. Çalıştırmadan önce her gün kontrol edin; Yağı her 2400 çalışma saatinde veya 6 ayda bir değiştirin. |
|
Popüler Etiketler: portal işleme merkezi, Çin portal işleme merkezi üreticileri, tedarikçiler, fabrika, uyumluluk kılavuzları kılavuzları için cnc yatay işleme merkezi, CNC yatay işleme merkezi için enerji verimliliği kılavuzları, iyileştirme kılavuzları kılavuzları için cnc yatay işleme merkezi, CNC Yatay İşleme Merkezi Verimlilik Geliştirme Rehberleri, Test kılavuzları için CNC yatay işleme merkezi, eğitim materyalleri kılavuzları için cnc yatay işleme merkezi
Bir çift
ÜcretsizSonraki
Yatay sıkıcı makineBunları da sevebilirsiniz





Soruşturma göndermek